-
冲压开裂原因对照卡(无原材料问题・纯工艺 / 模具 / 设备)
- 时间:2026-05-05 来源:单海俊 人气:
排除原材料以外,冲压开裂全部原因(车间实用、好理解)
一、模具问题(最常见)
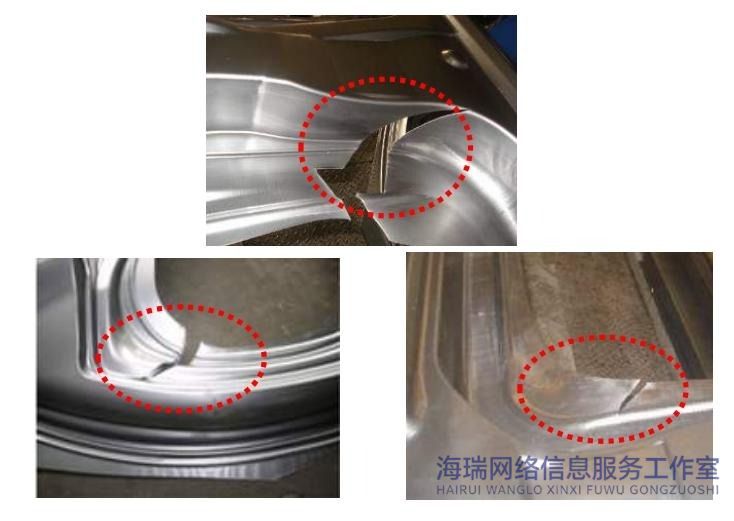
模具圆角 R 过小

折弯、拉伸位置 R 太小,材料被硬挤,应力集中直接撕裂。
模具间隙不合理
间隙过小:板材被挤压变薄、拉裂
间隙过大:起皱后褶皱被挤破开裂
模具表面粗糙、拉伤
模具型腔有毛刺、铁屑、划痕、光洁度差,摩擦阻力大,材料流动受阻拉伤开裂。
压边力 / 压料圈压力太大
料被死死压住,材料无法正常流动延伸,强行拉伸直接断裂。
模具定位错位、顶料不平
产品受力不均匀,局部过载开裂。
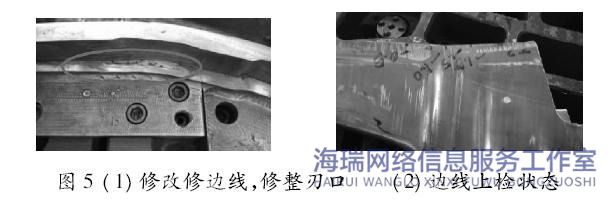
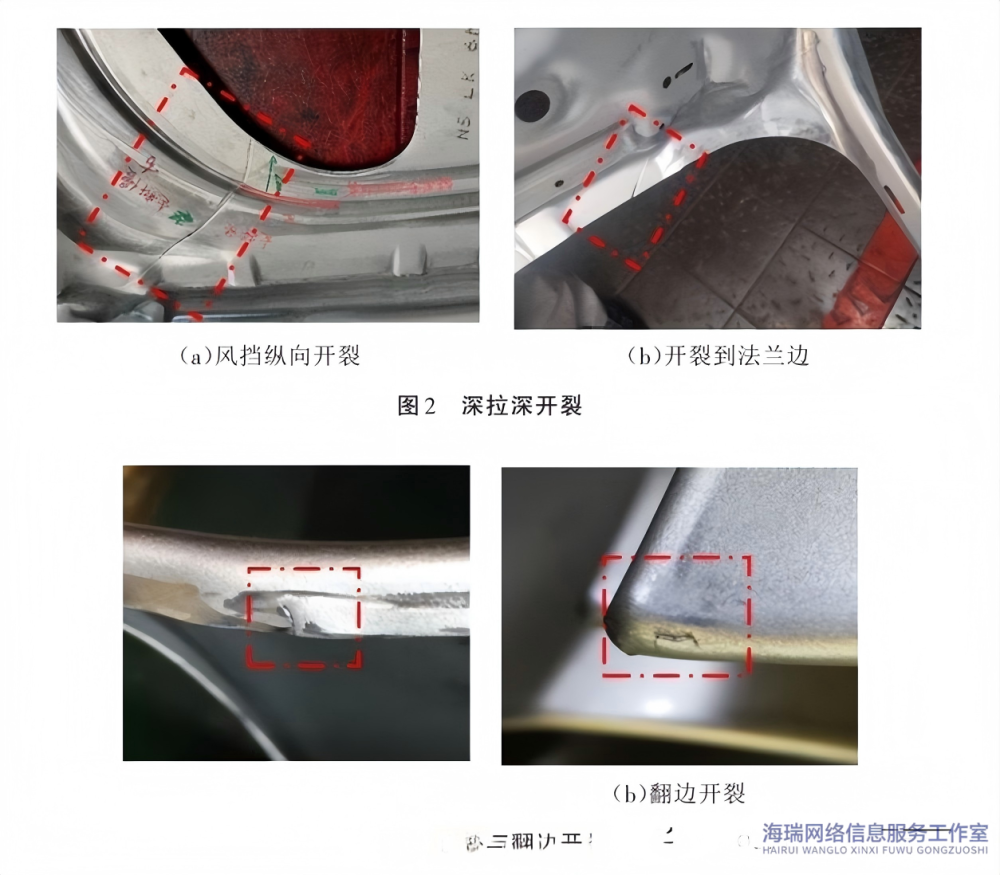
刀口锋利、修边毛刺大
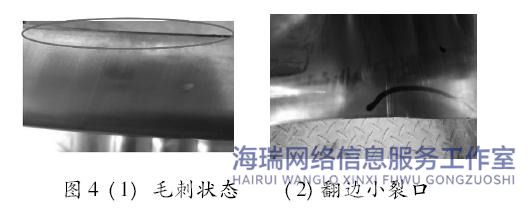
修边后零件边缘有微裂、毛刺,后续折弯成型顺着裂口撕开。
二、冲压工艺问题
润滑不足 / 油品不对
无冲压油、油太少、油品粘度不够,摩擦阻力大,材料流动性差,易拉裂。
冲压速度过快
高速冲压,材料塑性来不及释放,脆性断裂、拉伸开裂。
成型工序不合理
一步成型到位,变形量过大
未做预折、预拉、分步成型,一次性变形超标开裂
折弯方向错误
板材轧制纹理方向未避开关键折弯位,工艺排布错误。
设备压力不稳定
冲床吨位不足、压力忽大忽小、滑块平行度差,受力不均开裂。
三、产品设计结构问题
转角尖角、无过渡 R 角
直角、尖角位置应力集中,成型必裂。
拉伸深度过大
超出当前工艺成型极限,强行拉伸破裂。
壁厚差大、结构突变
高低差、台阶急剧变化,材料流动断层开裂。
孔位、切口靠近折弯线
开孔、切缺口离成型区太近,削弱强度,受力开裂。
四、设备与操作问题
模具安装不正、平行度差
上下模偏斜,一边紧一边松,单侧拉裂。
气垫、顶杆高度不一致
顶料不平衡,产品局部拉扯开裂。
操作工送料不到位、放偏
毛坯摆放偏移,成型受力不均撕裂。
快速简易排查(现场直接用)
圆角处裂 → 加大模具 R 角、改善润滑
侧壁拉长裂 → 减小压边力、加快材料流动、换拉伸油
切口边缘裂 → 修边去毛刺、增大刀口间隙
局部不规则裂 → 查模具平整度、设备平行度、定位工装
推荐文章
-
冲压开裂原因对照卡(无原材料问题・纯工艺 / 模具 / 设备)
排除原材料以外,冲压开裂全部原因(车间实用、好理解)一、模具问题(最常见)模具圆角 R 过小折弯、拉伸位置 R 太小,材...2026-05-05



 津公网安备12011602300947号
津公网安备12011602300947号

