-
冲压常见缺陷(钢材冷轧 / 镀锌 / 普板通用)
- 时间:2026-04-26 来源:单海俊 人气:
1. 毛刺大、断面差
原因
凸凹模间隙过大 / 过小 / 不均匀;
刃口磨损、崩刃、钝化;
板材硬度高、材质偏硬;
模具导向间隙大、合模错位。
解决
调整合理间隙(软料 5%~8% 料厚,硬料 8%~12%);
定期修磨刃口;
检修导柱导套,保证模具对中。
2. 工件翘曲、变形、回弹
原因
板材轧制内应力大;
压料力不足、受力不均;
折弯 R 角过小;
冲压速度过快。
解决
增加压料力、平衡顶料;
加大成型圆角,采用过弯补偿;
适当降低冲压速度。
3. 表面拉伤、划痕、起皮
原因
模具表面粗糙、粘料、积瘤;
润滑不足、油污过少;
模具硬度低、磨损快;
铁屑杂物残留模具内。
解决
抛光模具成型面,定期清理积料;
更换冲压油 / 拉伸油,强化润滑;
模具表面硬化处理(氮化、镀铬)。
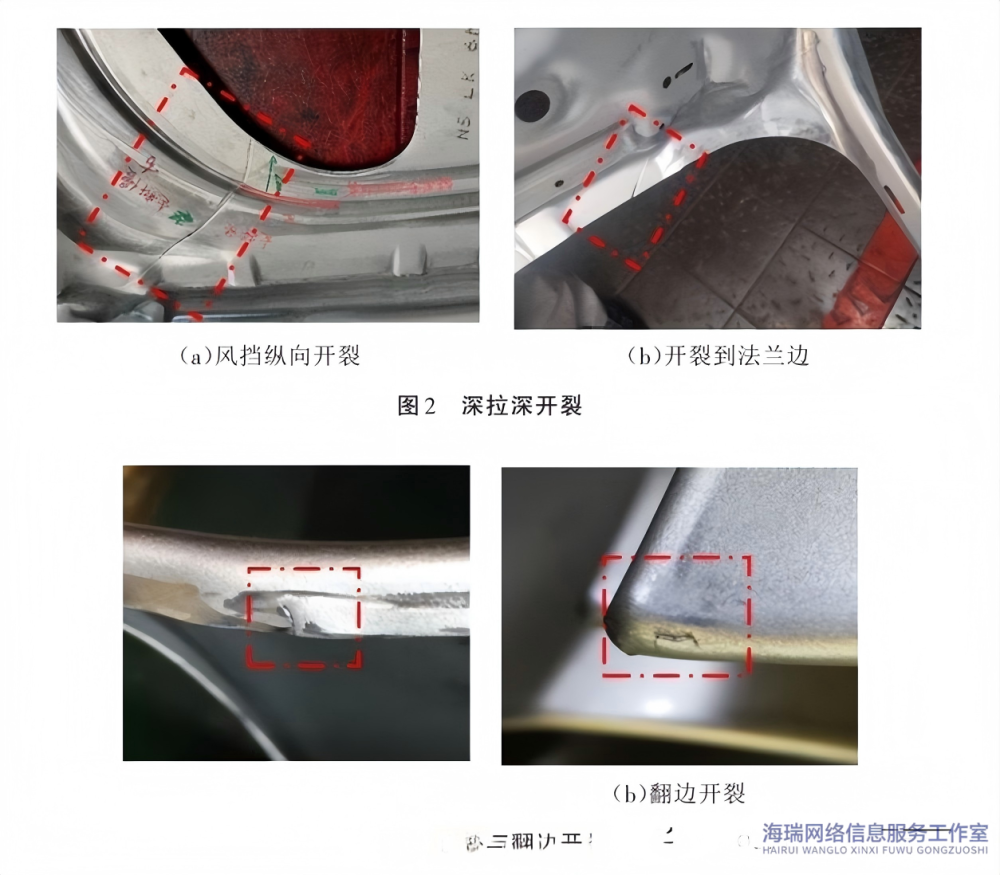
4. 开裂、拉裂、边角撕裂
原因
材料延伸率差,材质不达标;
拉伸间隙小、圆角过小;
压料力过大,材料流动受阻;
纹路方向不合理。
解决
更换深冲级原料;
放大 R 角、合理放宽拉伸间隙;
减小压料力,改善材料流动性。
5. 起皱、叠料
原因
压料力偏小,材料富余堆积;
压料面不平、间隙左右偏差;
进料不均匀。
解决
加大压料力,增设拉延筋;
研修压料面,保证贴合均匀。
6. 尺寸超差、批量不稳定
原因
定位销、挡料块磨损松动;
冲压设备滑块间隙大;
原料厚度公差波动;
模具连续生产发热变形。
解决
更换定位配件,紧固模具;
校准设备精度;
控制原材料公差,定时停机降温。
7. 粘模、堵料、排料不畅
原因
模具间隙过小;
高温摩擦产生咬合;
落料孔、废料槽堵塞。
解决
修正配合间隙;
加强润滑与模具冷却;
每班清理废料、疏通排料。
8. 模具异响、崩刃、损坏
原因
模具螺栓松动、导向缺油;
废料堵死强行冲压;
错模、强行超厚生产。
解决
定期紧固螺栓、润滑导向;
严禁超板材厚度、超负荷生产。
推荐文章
-
冲压开裂原因对照卡(无原材料问题・纯工艺 / 模具 / 设备)
排除原材料以外,冲压开裂全部原因(车间实用、好理解)一、模具问题(最常见)模具圆角 R 过小折弯、拉伸位置 R 太小,材...2026-05-05



 津公网安备12011602300947号
津公网安备12011602300947号

