-
纵剪间隙标准对照表(现场实用)
- 时间:2026-04-26 来源:单海俊 人气:
适用:冷轧、热轧、镀锌、不锈钢、酸洗板等卷料纵剪分条
单位:mm(单边间隙,总间隙 ×2)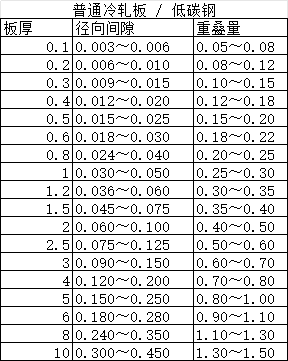
一、普通碳钢 / 冷轧 / 酸洗 / SPCC / SPHC / Q195 / Q235
表格
料厚 t 单边推荐间隙 适用场景
0.2~0.4 0.01~0.02 极薄板,间隙偏小防毛刺
0.4~0.6 0.02~0.03 常规薄板,剪切干净
0.6~1.0 0.04~0.06 最常用区间
1.0~1.5 0.06~0.09 中厚板
1.5~2.0 0.09~0.12 厚板间隙适当放大
2.0~3.0 0.12~0.18 厚料防撕裂、拉丝
3.0~5.0 0.18~0.25 重剪,间隙取上限
二、镀锌板 / 镀铝锌 / DX51D+Z / SGCC / AZ150
表格
料厚 t 单边推荐间隙 备注
0.2~0.4 0.015~0.025 镀层易掉锌粉,间隙略大
0.4~0.8 0.025~0.045 防锌层堆积、粘刀
0.8~1.5 0.05~0.08 通用镀锌分条
1.5~2.5 0.08~0.12 厚镀锌不拉丝
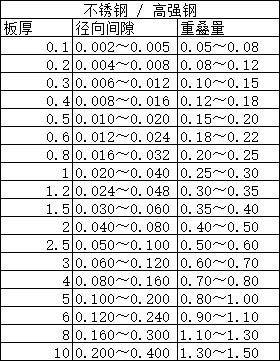
三、不锈钢 201 / 304 / 316(硬度高、易粘刀)
表格
料厚 t 单边推荐间隙 备注
0.2~0.4 0.02~0.03 间隙比碳钢略大
0.4~0.8 0.03~0.05 防粘刀、防毛刺
0.8~1.5 0.05~0.08 剪切更干脆
1.5~3.0 0.08~0.15 硬料间隙放大
四、高强钢 / Q355 (16Mn) / HC 系列 / 汽车钢
表格
料厚 t 单边推荐间隙
0.5~1.0 0.05~0.07
1.0~2.0 0.07~0.12
2.0~4.0 0.12~0.20
五、马口铁 / 镀锡板 / 镀铬铁(极薄、易变形)
表格
料厚 t 单边推荐间隙
0.15~0.3 0.008~0.015
0.3~0.5 0.015~0.025
简易记忆口诀
软料(碳钢、酸洗):间隙 5%~10% t
硬料(不锈钢、高强钢):间隙 10%~15% t
薄板(<0.5):间隙 3%~5% t
厚板(>2.0):间隙 12%~18% t
毛刺快速判断
毛刺粗、拉丝长 → 间隙偏大
毛刺细、发亮、压塌 → 间隙偏小
一边毛刺大一边小 → 刀轴不平行或对中跑偏
整条均匀毛刺 → 刀片钝了
推荐文章
-
 ...2026-05-27
...2026-05-27



 津公网安备12011602300947号
津公网安备12011602300947号

