-
纵剪毛刺大造成的原因
- 时间:2026-04-26 来源:单海俊 人气:
1.侧边连续大毛刺(间隙过大典型)
侧边连续大毛刺 实物特征
钢带两边 / 单边整条不间断厚毛刺,整卷从头到尾都有
毛刺厚实、发硬,摸起来割手,掉铁屑严重
剪切断面:亮带窄、撕裂区超大,断面粗糙发白
无崩口锯齿、无局部缺口,就是均匀整条毛边
核心根本原因(90% 都是这一个)
辅助诱因
刀片长期使用刃口磨损变钝
上下刀垂直重叠量偏小,切不透
刀轴松动、隔套磨损,运行中间隙慢慢变大
快速现场解决办法
- 收小刀片间隙常规碳钢、镀锌板参考:料厚 × 3%~5% 为标准间隙
- 检查刀片锋利度,钝了修磨或换刀
- 适当加大上下刀重叠量,保证完全切透
- 锁紧刀轴、检查隔套磨损,杜绝运行间隙漂移
2.边部 “飞刺”/ 锯齿状(间隙大 + 刃口钝)

外观特征(现场实拍同款)
钢带边缘不规则锯齿、断续飞刺、尖刺杂乱,不是均匀厚毛边;
局部有细碎铁刺、针尖状飞边,容易脱落掉铁粉;
剪切断面高低不平,局部发白撕裂、有啃边缺口;
整卷毛刺时大时小,一边重、一边轻,规律性差。
核心成因
刀片间隙偏大:材料剪切拉扯严重,边缘撕裂变形;
刃口长期磨损、钝化:没有锋利切削刃,属于 “挤压扯断” 而非切断;
次要问题:刀片轻微磕碰小崩口、隔套轻微磨损、送料跑偏。
现场快速整改方案
微调减小刀侧面间隙,按板厚 3%~5% 标准设定;
打磨修磨刀片刃口,钝化严重直接换刀;
适当增加上下刀重叠量,杜绝半切、扯料;
检查刀轴平行度、隔套有无磨损。
3.局部尖角毛刺、翻边(重叠量不足 + 间隙偏大)
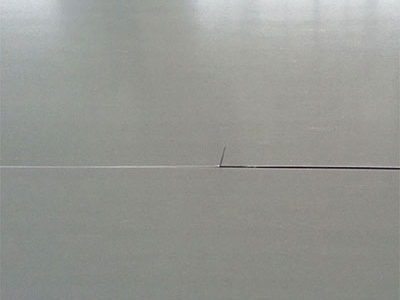
外观特点
钢带边缘局部凸起尖角硬刺,一段有、一段正常,断断续续;
剪切边向上 / 向下翻卷起边,俗称荷叶边、翻口;
断面倾斜扭曲,不单是毛刺,板材边缘整体变形;
多伴随局部压伤、挤裂,镀锌板容易掉锌皮。
产生原因
上下刀垂直重叠量不足,切不断、硬撕扯,直接扯出尖角毛刺;
刀片局部轻微崩刃、缺口,对应位置固定出尖角刺;
刀轴平行度偏差、隔套厚薄不均,局部间隙忽大忽小;
原料板边硬点、夹杂、硬度不均,剪切受力异常。
现场整改
适当加大上下刀重叠量,保证完全切透;
检查刀片刃口,有崩口、缺口及时修磨或换刀;
校准刀轴平行,检查更换磨损隔套;
合理缩小侧面间隙,避免挤压翻边。
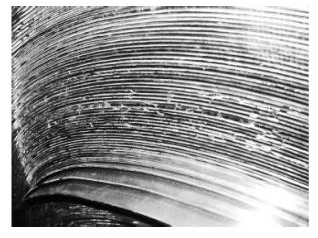
4.高强钢断面(间隙大→撕裂严重、毛刺厚)

外观特征
断面大面积纤维状撕裂层,光亮剪切带极窄甚至消失;
边缘整体挤压变形,形成厚重、坚硬的大块毛刺,比普通碳钢毛刺更厚、更难脱落;
断面粗糙灰暗、无规则裂纹,边缘鼓包、塌角严重;
极易产生细碎硬铁屑,划伤板面、损伤后续辊系。
核心成因
刀片水平间隙严重偏大
高强钢硬度高、抗拉强度大,间隙稍大就会从「剪切切断」变成强行拉断撕裂;
刃口钝化、承载力不足
硬料对刀刃损耗极快,钝刀挤压下料边直接起厚刺;
上下刀重叠量不足、压料不牢
高强钢回弹大,切不透 + 回弹叠加,翻边 + 厚毛刺双重问题。
针对性调整参数
5.成卷后看到的 “螺旋状毛刺带”

外观特征
分切收卷后,钢带边缘毛刺呈螺旋缠绕、一段大一段小,周期性循环;
时而厚毛刺、时而轻微毛边,沿着整卷长度规律起伏;
开卷后侧边毛刺宽窄、厚薄不一致,局部伴随轻微翻边;
多为单边明显,双边螺旋毛刺一般是刀轴整体精度异常。
产生原因
刀轴轴向窜动、锁紧松动,运转中间隙周期性变化;
隔套磨损、厚薄不均、端面不平整;
上下刀片贴合松紧不一致,刀轴平行度、同轴度超差;
收卷张力不稳、板材跑偏,剪切过程受力偏移。
整改方案
重新锁紧刀轴、锁死定位,消除轴向窜动;
检查更换磨损、变形的隔套,保证端面平整;
校正刀轴平行度,重新校准刀片间隙;
稳定收卷张力,调整压辊、纠偏装置,防止带材跑偏。
| 毛刺形态 | 可能的原因 | 建议措施 |
|---|---|---|
| 连续性大毛刺 | 刀具间隙过大、刀具钝化、重合度不够 | 调整间隙(调小)、磨刀或换刀、调整重合度 |
| 断续性毛刺/亮点 | 刀具崩刃、刀刃有缺口 | 检查刀刃,调面使用或重新磨刀 |
| 周期性毛刺 | 刀具端面跳动大、刀轴弯曲 | 检查刀具跳动,校正刀轴 |
| 翻边/卷边 | 间隙过小、刃角>90° | 适当增大间隙、重新磨刀修正刃角 |
推荐文章
-
 ...2026-05-27
...2026-05-27



 津公网安备12011602300947号
津公网安备12011602300947号

