-
摆剪跑尺 原因 + 处理方法(现场实用版)
- 时间:2026-04-26 来源:单海俊 人气:
一、故障现象
定尺长短不准、忽长忽短、尺寸超差、批量跑尺、裁料长短不稳定
二、具体原因与解决
1. 后挡料系统问题(摆剪最主要)
挡料尺松动、丝杆间隙大、导轨积铁屑卡顿
数显 / 编码器松动、定位归零不准
处理
紧固挡料固定螺丝;清理导轨铁屑、加注润滑;
调整丝杆间隙、磨损螺母及时更换;
重新归零校准,锁紧编码器固定座。
2. 板材送料打滑、靠料不实
板料有油污、氧化皮,推送时微滑移
靠尺不直、侧边挡轮松动,板材歪斜
处理
清理工作台、板面油污铁屑;
作业时板材紧贴后挡料 + 侧靠尺;
调整侧挡轮间隙,保证靠料严实。
3. 压料压力不足
压料脚压力小,剪切瞬间板材受力移位
压料脚垫磨损、高低不平
处理
调高压料缸压力,保证剪切压紧牢固;
更换磨损压料胶垫,保持整体下压均匀。
4. 剪切震动导致位移
刀架摆动间隙大、机架螺栓松动
剪切冲击大,板料震跑
处理
紧固刀架、机架、摆轴固定螺栓;
检查摆剪轴套间隙,磨损及时更换;
适当降低剪切速度,减小冲击震动。
5. 机械与传动间隙
手动推料有旷量、工作台滚轮卡顿
处理
检查台面托料轮转动灵活;
消除各连接部位松动间隙。
6. 电气控制问题
计数参数错乱、限位开关接触不良
处理
重新校准定尺参数;
检查限位、感应开关,线路紧固。
三、快速排查顺序
先查:后挡料是否松动、靠尺是否贴紧
再查:压料压力够不够、压料是否均衡
检查:台面干净无油污、送料有无滑移
最后:紧固机架刀架螺丝、校准定尺
四、预防措施
每班清理工作台、挡料部位铁屑杂物
班前复核挡料尺寸,首件必量尺
定期紧固摆剪刀架、机架震动螺丝
保持压料压力正常,杜绝低压剪切
推荐文章
-
 一、剪切质量类问题(最常见)1. 剪切毛刺大、断面粗糙、有撕裂原因:刀片间隙过大 / 过小、刀片崩刃 / 卷刃、材质不匹...2026-04-26
一、剪切质量类问题(最常见)1. 剪切毛刺大、断面粗糙、有撕裂原因:刀片间隙过大 / 过小、刀片崩刃 / 卷刃、材质不匹...2026-04-26 -
适用:板厚 0.1~10mm,单位:mm一、普通碳钢 / 冷轧板间隙按板厚的 5%~7%0.1 0.005~0.007...2026-04-26
-
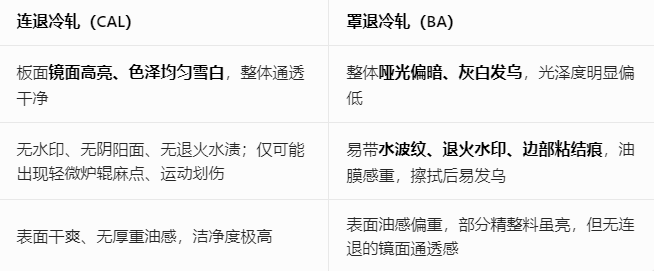 一、标签 / 质保书 最简识别(最准)1)字母代号(全球通用)BA = 罩退(Batch Annealing)CA / ...2026-04-21
一、标签 / 质保书 最简识别(最准)1)字母代号(全球通用)BA = 罩退(Batch Annealing)CA / ...2026-04-21



 津公网安备12011602300947号
津公网安备12011602300947号

