-
三层钢塑复合管 / 衬塑镀锌管加工要求
- 时间:2026-05-05 来源:单海俊 人气:
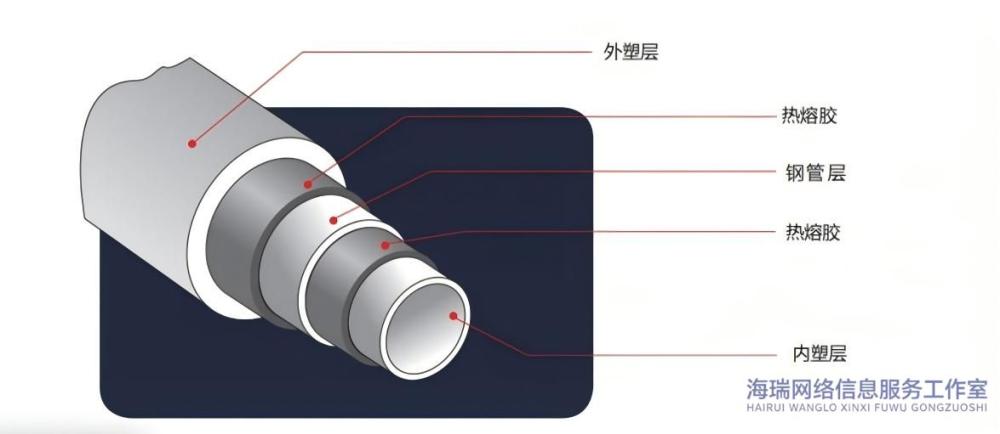
一、结构(从内到外)
- 内层:PVC-U(卫生级 / 给水级)
厚度:0.8~2.0 mm
功能:防腐、卫生、光滑、防垢
- 中间层:镀锌钢带 / 镀锌钢丝网 / 镀锌薄壁管
材质:Q235B 热镀锌(Z275 常见)
厚度:钢带 0.5~1.5 mm;钢丝网 φ0.8~1.5 mm
功能:承压、增强环刚度、抗冲击、防变形
- 外层:PVC-U(耐候级)或 PE
厚度:1.0~2.5 mm
功能:保护镀锌层、耐候、抗老化、绝缘
- 关键:钢–塑之间必须有专用热熔胶 / 粘接层
厚度:0.1~0.3 mm
作用:消除热膨胀差,防止分层、脱层
二、各层原材料要求
1)内层 PVC(卫生级给水用)
树脂:SG-5 型 PVC 树脂,K 值 65~68,含水率 ≤0.03%
助剂(食品级 / 给水级):
稳定剂:钙锌复合(无毒),2.0~3.0 份
增韧:CPE 4~8 份
润滑:内 + 外润滑匹配,不析出
填充:超细钙粉 ≤10%(避免脆性)
禁止:回收料、杂质、受潮料;卫生指标达标(给水用)
2)中间镀锌层(最关键)
镀锌钢带:
材质:Q235B,表面无锈、无油污、无氧化皮
镀锌层:热镀锌 Z275(≥275g/㎡),均匀、无漏镀、无划痕
宽度 / 厚度公差:±0.05 mm,边缘无毛刺、无裂口
镀锌钢丝网:
丝径均匀,焊点牢固,无虚焊、无断丝
镀锌层完好,无锈斑
3)外层 PVC(耐候级)
树脂:SG-5,可掺少量合格回料(≤5%)
助剂:
稳定剂:钙锌 / 复合稳定剂 2.5~3.5 份
耐候:UV 吸收剂 + 钛白粉(2~3 份),防老化、防粉化
增韧:CPE 6~10 份(比内层高,抗冲击)
外观:颜色均匀(灰色 / 白色),无明显色差
4)粘接层(热熔胶)
类型:钢塑复合专用热熔胶(EVA / 改性聚烯烃)
要求:
与 PVC、镀锌钢双向粘接性好
软化点:80~120℃,耐温≥70℃(冷水)
无杂质、无凝胶,熔融稳定
三、原料加工(混料 + 预处理)要求
1)PVC 内外层混料(高速热混→冷混)
热混:温度 115~125℃,时间 8~12 min → 助剂完全包覆树脂
冷混:降温至 ≤40℃ 出料,防止提前塑化、结块
干燥:
粉料含水率 ≤0.03%
潮湿天气:强制烘干(60~80℃,1~2 h)
储存:密封、防潮,24 h 内用完
2)镀锌层预处理(决定是否分层)
脱脂:碱洗 / 溶剂清洗 → 表面无油、无脂(水破膜测试通过)
喷砂 / 打磨(轻处理):
粗糙度 Ra 5~15 μm
去除镀锌层表面钝化膜、氧化层,露出新鲜锌层
活化 + 干燥:
专用活化剂处理 → 提高胶附着力
烘干:80~100℃,15~30 min,无潮气、无返锈
时效:处理后 4 h 内必须复合,避免二次氧化
3)热熔胶预处理
干燥:60℃,1 h,去除水分
熔融:温度 120~150℃,均匀无气泡
四、复合成型加工要求(共挤 / 涂覆 + 复合)
三层同步:内层 PVC + 胶 + 镀锌层 + 胶 + 外层 PVC,一次复合到位
温度控制:
PVC 挤出:165~185℃(内外层相近,避免内应力)
胶层:130~150℃(保证熔融流动、浸润钢面)
镀锌层预热:80~120℃(提高胶浸润性)
压力与速度:
挤出压力稳定(波动≤5%)
牵引速度匹配:三层厚度均匀、无跑偏、无褶皱
界面质量:
钢–塑无气泡、无空隙、无冷料点
剥离强度:≥50 N/cm(25℃),浸泡 72 h 后 **≥30 N/cm**
五、常见不良(原料 / 加工导致)
分层 / 脱层:镀锌层油污 / 未活化、胶不合格、温度不够
内壁气泡 / 麻面:PVC 受潮、混料不均、挤出温度过高
外壁开裂 / 脆裂:外层增韧不足、回料过多、冷却过快
镀锌层生锈:预处理后未及时复合、储存受潮
壁厚不均:牵引不稳、挤出流量不匹配
推荐文章
-
 ...2026-04-24
...2026-04-24



 津公网安备12011602300947号
津公网安备12011602300947号

