一、边缘毛刺(最常见)
现象:切口有尖刺、毛边、撕裂、塌边;毛刺高度>板厚 5%(不合格)。
1. 主要原因
- 刀片磨损、钝、崩口、瓢曲
- 刀间隙(侧隙) 过大 / 过小
- 重叠量(切入量) 不足
- 刀轴跳动大、松动、隔套损伤
- 线速度过快、张力不当
2. 解决方法
- 刀片
- 及时修磨 / 更换;硬质合金刀 HRC≥85
- 刃口锋利、端面平面度<0.005mm
- 刀间隙(侧隙)标准
- 薄板(≤0.5mm):3%–5% t
- 中板(0.5–3mm):5%–10% t
- 厚板(>3mm):8%–12% t
- 不锈钢 / 高强钢:取下限(5%–8% t)
- 重叠量
- 薄板:0.2–0.5mm
- 厚板:0.5–1.5mm(不压塌边)
- 设备精度
- 刀轴径向跳动<0.02mm
- 隔套厚度差<0.01mm、无磕碰
- 锁紧螺母紧固、无窜动
- 工艺
- 线速度:30–80m/min(薄板偏慢)
- 张力稳定、波动<±5%
二、边浪 / 边波、镰刀弯、侧弯
现象:条料横向波浪(边浪)、整体向一侧弯曲(镰刀弯)、扭曲。
1. 主要原因
- 左右刀间隙不一致、刀片磨损不均
- 刀轴不平行、弯曲、挠度大
- 张力左右不均、前后不稳
- 来料板形差、有内应力、楔形差
- 压辊 / 胶圈压力不均、磨损
2. 解决方法
- 配刀与间隙
- 左右侧隙一致,误差<0.02mm
- 刀片外径一致、隔套等高
- 张力控制(关键)
- 开卷:稍大(防跑偏)
- 剪切段:稳定、微张力(防拉伸变形)
- 收卷:渐减(卷径增大降 10%–20%)
- 设备校正
- 刀轴平行度<0.02mm/m
- 压辊、导向辊水平、平行、压力均匀
- 必要加桥直辊 / 防浪辊
- 来料
- 板形差先预校平再纵剪
三、尺寸偏差(宽窄、大小边、斜条)
现象:宽度超差、条料一边宽一边窄、斜切。
1. 主要原因
- 配刀精度差:隔套 / 刀片厚度误差大
- 刀轴窜动、不平行、松动
- 进料跑偏、EPC 失效
- 张力不均、镰刀弯连带宽度波动
2. 解决方法
- 配刀精度
- 隔套厚度公差<0.01mm
- 刀片端面跳动<0.01mm
- 用块规 / 千分尺逐件测量配刀
- 对中与纠偏
- 开机前中心线对中
- EPC 正常、清洁传感器
- 刀轴与锁紧
- 轴向窜动<0.01mm
- 锁紧螺母、隔套、刀片无间隙
四、表面划伤、压痕、刀印
现象:板面划痕、压坑、边部刀印、油污 / 铁粉污染。
1. 主要原因
- 导辊 / 压辊粘铁粉、氧化皮、硬点
- 隔套 / 刀片毛刺、磕碰、烧结
- 张力过大、板与辊滑动摩擦
- 胶圈 / 衬垫破损、过硬
2. 解决方法
- 清洁与维护
- 每班清洁导辊、压辊、分料盘
- 隔套 / 刀片去毛刺、修磨磕碰
- 接触件优化
- 用聚氨酯 / 毛毡 / 尼龙导板 / 衬垫
- 胶圈硬度适中(HS70–85)、无破损
- 张力与速度
- 薄板用微张力 / 小张力
- 降速、减少滑动摩擦
五、卷形不良(宝塔卷、松紧卷、错层、褶皱)
现象:收卷不齐、松紧不一、内层褶皱、错层。
1. 主要原因
- 张力不稳、前后突变
- 条料跑偏、镰刀弯
- 压辊压力不足 / 不均
- 收卷对中差、导位不当
2. 解决方法
- 张力曲线
- 起卷:张力稍大(贴紧芯轴)
- 中段:稳定
- 尾段:渐降(防宝塔)
- 对中与压辊
- 收卷前分料导位、对中
- 压辊全程贴紧、压力均匀
- 操作
- 少急停、连续稳定运行
- 条料进钳口平行整齐
六、未切断、切不断、连皮
现象:通过刀具但未完全断开、局部连皮。
1. 主要原因
- 重叠量严重不足
- 刀轴弯曲、挠度大、松动
- 刀片钝、崩口、间隙超大
- 锁刀螺母松动、刀盘窜动
2. 解决方法
- 加大重叠量(最有效)
- 确保上下刀有效切入(≥0.5mm)
- 紧固与校正
- 锁紧刀轴螺母、消除窜动
- 校正刀轴直线度、更换弯曲刀轴
- 刀片与间隙
- 换锋利刀片、合理间隙
七、快速排查口诀(现场实用)
先查刀,再调隙,重锁套;稳张力,入口平,卷形齐;勤清洁,控速度,少急停。
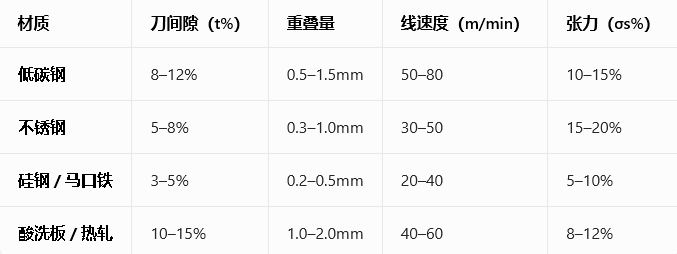
八、按材质快速参数参考(简表)